はんだ付けの定義 :
接合部にスペースフィラーメタル(はんだ)を液化して流し、2つ以上の金属製品を1つに固定する方法をはんだ付けと呼びます。スペース溶加材は、ワークよりも液化温度または溶融温度が低くなります。はんだ付けは、電子機器、配管、およびフラッシングから装飾品までのメタワークに適用されます。
はんだ付けの形態 :
はんだ付けは2つの形式に疎外されます:
- ソフトはんだ付け: 高温ではんだ付けした際に破損した、溶融温度の低い微細な複雑部品を固定する手順です。ソフトはんだ付けでは、スズ-鉛合金がスペース溶加材として使用されます。スペースフィラー合金の液化温度は、400oCまたは752oF未満である必要があります。プロセスガストーチの熱源として使用されます。ソフトはんだ付けの図は、一般的な使用法ではスズ鉛、高温での強度にはカドミウム銀、アルミニウムの結合にはスズ亜鉛、以上の強度では鉛銀です。室温、アルミニウム用の亜鉛-アルミニウムおよび劣化の対決および電気製品用のスズ-銀およびスズ-ビスマス。
- ハードはんだ付け: この手順では、ハードはんだは、高温のために開いたワークピースの穴に広がることによって、金属の2つの部分を結合します。スペース溶加材は450oCまたは840oF以上の高温を保持します。これは、特にろう付けと銀はんだ付けの2つの要素で構成されています。
- 銀はんだ付け :それは、奇妙なメンテナンスや製造ツールを実行して、小さな機器を製造するのに役立つ汚れのない手順です。スペース溶加材として銀を含む合金を使用しています。銀は自走の特徴を与えますが、銀はんだ付けは空間充填には推奨されないため、正確な銀はんだ付けには異なるフラックスが推奨されます。
- ろう付け: ろう付けは、接合部を通る容器の引力と冷却によって流れる液化金属スペースフィラーを作成することによって卑金属の2つの部分を結合し、原子の磁性と拡散によって強固な結合を与える手順です。それは非常に頑丈なジョイントを生成します。真ちゅう製の金属をスペースフィラーとして使用しています。
はんだ付けツール:
- はんだごてまたは銃: 主に必要なのは、はんだごてです。これは、はんだを溶かすための熱源として使用されます。 15Wから30Wシリーズのはんだごては、ほとんどの電子機器やプリント回路基板の仕事に適しています。重い部品や太いケーブルをはんだ付けすることを念頭に置いている場合は、約40W以上のワット数の高いアイロンまたは大型のはんだごてを使用することをお勧めします。鉄と銃の主な違いは、鉄は鉛筆の形をしており、正確な仕事のためのピンポイントの熱供給を備えているのに対し、銃は一般的な銃の形であり、電流を流すことによって加熱されるワット数が高くなっています簡単にそれを介して。趣味の電気使用には、はんだごてが一般的に選択されるデバイスです。その先の尖った先端と低温設備は、プリント回路基板の作業(キットの組み立てなど)に最適です。はんだごては通常、重いメジャーケーブルの固定、シャーシへのバンドのはんだ付け、ステンドグラスの作業などのハードウェアはんだ付けに適用されます。
- はんだ: はんだ空間充填材料は、さまざまな用途向けにいくつかの異なる合金で入手できます。電気収集では、37%の鉛と63%のスズまたは60 x 40の共晶合金で、液化温度がほぼ同じであるため、充填材料として選択されています。他の充填材合金は、機械的組み立て、配管、その他多くの用途で使用されます。
通常のはんだ付けの配合は、スズと鉛に基づいています。以下に説明します。分割は、最初はスズの割合を表し、次に鉛を表し、合計で100%になります。
- 63/37:183°Cまたは361°Fで溶解します(共晶:ある範囲ではなく、ある点で溶解する単なる混合物)
- 60/40:183〜190°Cまたは361〜374°Fで溶解
- 50/50:185〜215°Cまたは365〜419°Fで溶解
他の通常のはんだは、以前のはんだ接合部をはんだ付け解除せずに接合するために定期的に適用される低温配合物(通常はビスマスを含む)、および高温プロセス中にまたは部品の初期固定のために適用される高温配合物(通常は銀を含む)を含むさらなる処理の間、はんだ付けされていない状態にならない場合があります。銀を新しい金属と合金化すると、液化温度、結合、湿潤特性、および引張力が変化します。ろう付け合金全体の中で、銀はんだ合金は最大の強度と最も広い用途を持っています。高強度、改善された導電性、より高い劣化対決などの特性を備えた特殊合金が存在します。
他のはんだ付け関連オブジェクトのいくつかは以下のとおりです。
- はんだごて: はんだごては、手ではんだ付けするための装置です。熱を供給してはんだを柔らかくし、2つのワークピースの隙間にぶつかるようにします。はんだアイロンは、電気アセンブリのセットアップ、メンテナンス、および限られた製造作業のために頻繁に使用されます。
- はんだフラックス: フラックスは、化学的浄化剤、注入剤、または蒸留剤です。金属のはんだ付けでは、フラックスは3つの機能を果たします。はんだ付けする対象物の錆を除去し、空気を遮断して余分な錆を防ぎ、混合を促進することで、流体はんだの滴下の独自性を向上させます。
- はんだペースト: はんだ付けクリームまたははんだペーストを使用して、組み込まれたチップパッケージのリードをプリント回路パネルの回路ブループリントの接続端(ランド)に結合します。
はんだ付けの一連の行動全体:
基本的なはんだ付けプロセスは、次の手順で実行されます。
- はんだ付けのヒントの錫メッキ: 新しいはんだチップまたは前の汚れたチップを使用する前に、そのチップを錫メッキする必要があります。はんだの薄いカバーの真ん中にはんだチップを覆う手順は、錫メッキとして知られています。これは、はんだ付けするチップと部品の間で熱を伝達するのに役立ちます。また、はんだが流れる基盤をはんだに提供します。
- アイロンを温める :はんだごてまたはガンを注意深く加熱します。はんだの負荷を液化しようとしているので、完全に温度に達していることを確認してください。はんだごてが新しい場合、錆を防ぐために何らかのカバーで囲まれている可能性があるため、これは特に重要です。
- 小さなスペースを設定します。 はんだ付けガンが熱くなっているので、苦労するために小さなスペースを設定します。濡れたスポンジの小片を手に入れ、はんだごてスタンドの底または手元のボウルに入れます。はんだごてを落とす状況で段ボールの一部を置き(おそらく可能です)、安心して苦労するスペースがあることを確認してください。
- はんだごての先端を完全にコーティングします。 はんだ付けガンの先端をはんだ付けクリームで完全に覆います。チップ全体をコーティングすることは非常に重要です。この手順全体でかなりの量のはんだクリームを使用し、それがにじみ出るので、準備してください。先端のどこかを露出させたままにすると、フラックスの残りが溜まりやすく、温度が上手く伝わらないので、はんだごての先端全体を上下にコーティングして、液化はんだで完全に包みます。
- はんだごての先端を掃除する :はんだの先端が完全にはんだで覆われていることを確認したら、湿ったスポンジの先端をきれいにして、残りのフラックス全体を取り除きます。フラックスが乾いて固くなることがないように、このアクティビティを遅滞なく実行してください。
完了です!はんだごての先端を錫メッキしました。これは、はんだごてが一流の熱伝達を維持するように、チップを交換するか、チップを拭くときはいつでも行う必要があります。
“製品計算機の最小合計 ”
安全にはんだ付けするための注意事項は?
一般的にはんだ付けは危険な作業ではないので、注意すべき点が1つ以上あります。主で最も明白なのは、それが高温に作用することです。はんだごての温度は約350°F以上で、非常に急速に重度の火傷を負う可能性があります。はんだごてを保持し、ワイヤーを混雑した場所から遠ざけるために、必ずスタンドを使用してください。はんだごて自体が落下する可能性があるため、本体の覆われていない部分の上のはんだ付けを回避するロジックが作成されます。さまざまな部分を周囲に広げるための十分なスペースがある、適切に照明された部屋または地域で作業するようにしてください。フラックスや他のカバーからの煙が呼吸器系や目を邪魔するので、顔がはんだ接合部の真上にないことを確認してください。ほとんどのはんだ付けは鉛で構成されているため、はんだごてで操作している間は顔に触れないようにし、何かを食べる前に常に手をすすぐ必要があります。
はんだ付け性とは何ですか?
基板のはんだ付け性は、はんだアセンブリをその小片に作成することができる容易さの評価です。
はんだ付けのヒントとコツ:
はんだ付けはやや練習が必要です。これらのヒントは、あなたが成功するのを助けなければなりません。そうすれば、あなたは練習をやめ、いくつかの深刻な仕事をする準備をすることができます。
- ヒートシンクを使用する: ヒートシンクは、トランジスタやICなどの敏感な歯車の配線に必要です。ヒートシンクにクリップが含まれていない場合は、ペンチをいくつか使用することをお勧めします。
- はんだごての先端をきちんと保ちます。 きちんとした鉄の先端は、改善された熱伝導率と改善された接合部を意味します。湿らせたスポンジを使用して、関節の中で先端を拭き取ります。はんだの先端をよく錫メッキしてください。
- ジョイントを再確認してください: 複雑な回路を組み立てる場合は、はんだ付けを過ぎた接合部を確認することをお勧めします。虫眼鏡を使って関節を視覚的に精査し、測定装置を使って抵抗をテストします。
- 最初に微細な部品をはんだ付けします。 トランジスタやコンデンサなどのより大きな部品のはんだ付けに進む前に、ジャンパリード、抵抗、ダイオード、およびその他すべての微細な部品をはんだ付けします。これにより、非常に簡単に組み立てることができます。
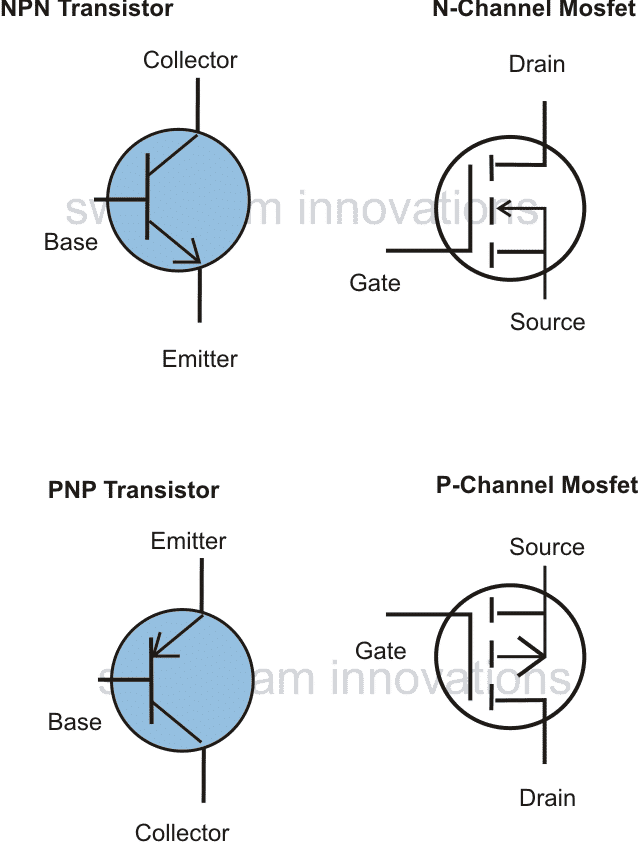
- 最後に敏感な部品を取り付けます: 最後にMOSFET、CMOS IC、その他の停滞している敏感な部品を入れて、他のコンポーネントの組み立て中にそれらの損傷を回避します。
- 十分なエアレーションを使用してください。 大部分のはんだ付けフラックスは空気を吸い込んではいけません。形成された煙の呼吸を避け、あなたが機能している地域に有毒な煙の蓄積を止めるのに十分な通気があることを確認してください。
実際のはんだ付けプロセスについて知るには、はんだ付け技術をクリックしてください。