最初の溶接プロセスは19世紀の終わりに実施されました。つまり鍛接で、鍛冶屋が鋼と鉄をハンマーで叩いて溶接するために使用しました。溶接プロセスは、一貫性のある低コストの接合方法のために20世紀に開発されました。日々、被覆アーク溶接のようなさまざまな溶接方法が開発されてきました。最も一般的な溶接方法には、主にガスメタルアーク、サブマージアーク、フラックス入りアーク、エレクトロスラグが含まれます。今日では、 ロボット 溶接は工業地帯の一般的な場所である可能性があり、研究者は新しい溶接方法の開発を続け、溶接の品質をよりよく理解するようにしています。
溶接方法とは?
溶接プロセスは 製作 それ以外の場合は彫刻的な方法で、金属などの材料を接合するために使用されます。それ以外の場合は熱可塑性プラスチックを使用して、高熱を利用して金属部品を接合して柔らかくし、冷却します。溶接プロセスは、次のような低温ベースの金属接合方法とは別のものです。 はんだ付け 金属を柔らかくしないろう付けと同様に。

溶接方法
さらに、金属のベースを柔らかくするために、 フィラー 材料は通常、溶接構成に応じて冷却して接合部を形成する溶融材料プールを作成するために接合部に取り付けることができます。これは、主要な材料よりも強力な場合があります。力は、溶接を生成するために熱と組み合わせて使用することもできます。このプロセスには、溶加材を保護するための一種のシールドも必要です。さもなければ、軟化した金属が錆びないようにします。
いくつかあります エネルギー源 ガス炎、電気アーク、電子ビーム、摩擦を含む溶接プロセスに利用できます。 レーザー 、&超音波。産業では、溶接プロセスは、水中、屋外、および外部空間を含む、いくつかの異なる環境で使用される場合があります。溶接プロセスは危険であり、火傷、感電、視力障害、および有毒ガスの呼吸を避けるためにいくつかの予防措置が必須です。
溶接記号
ザ・ コミュニケーション 溶接者と設計者の間は、溶接記号を使用して行うことができます。溶接プロジェクトの図面のほとんどには、シンボルが大量に散らばっています。矢印は、溶接記号、引出線、尾、水平基準線、およびワイルド記号のバックボーンです。エンジニアリング図面での溶接が指定されている場合は常に、野生型、サイズ、処理などの溶接情報と仕上げ情報を説明するために、一連の溶接記号が使用されます。
溶接方法の種類
がある さまざまな種類の溶接 方法は、要求、材料、および条件に基づいて開発されました。すべての溶接プロセスには異なるニーズがあり、独自の長所、短所、および用途があります。ここに 溶接の種類と定義 以下で説明します 。
- SMAW(被覆アーク溶接)
- GTAW(ガスタングステンアーク溶接)
- GMAW(ガスメタルアーク溶接)
- FCAW(フラックス入りアーク溶接)
- SAW(サブマージアーク溶接)
1)。 SMAW(被覆アーク溶接)
被覆アーク溶接の短期はSMAWであり、それ以外の場合はスティック溶接です。スティックという用語は電極を意味し、保護剤フラックスで覆われています。電極グリップがスティックを所定の位置に保持し、電気アークを使用して形成できます DC(直流)それ以外の場合はAC(交流) 。

被覆アーク溶接
作業部と電極が軟化して溶融金属プールを形成し、それが冷えて接合部を形成します。溶接が行われると、電極はフラックスコーティングを分解し、シールドガスのようにガス蒸気を生成し、スラグの層を提供します。これにより、接合領域を汚染から保護するための保護された環境が作成されます。
2)。 GTAW(ガスタングステンアーク溶接)
ガスタングステンアーク溶接の短期はGTAWであり、それ以外の場合はTIG溶接(タングステンイナートガス)です。この溶接プロセスは、溶接を生成するためにタングステン電極を利用します。被覆アーク溶接とは異なり、電極は溶接プロセス全体で使用することはできません。別の方法として、関節領域は、静止ガス、多くの場合、アルゴン、そうでなければヘリウムガスによる大気汚染から保護することができます。

ガスタングステンアーク溶接
3)。 GMAW(ガスメタルアーク溶接)
ガスメタルアーク溶接の短期はGMAであり、それ以外の場合は金属不活性ガス溶接です。この溶接は、溶接ガン全体に供給することができる消耗ケーブルを利用します。

ガスメタルアーク溶接
アルゴンのような不活性保護ガス、そうでなければアルゴンと二酸化炭素の混合物を溶接池に散布して、汚染から保護することもできます。工業分野では、MIG溶接は、その適応性と比較的容易なため、最も一般的に使用されている方法です。しかし、屋外で使用するのは完璧ではありません。そうでなければ、空気の予測が難しい他の場所で使用することはできません。
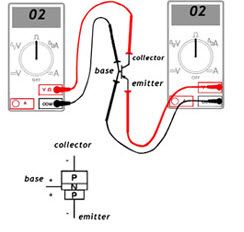
“トランジスタの接続方法 ”
4)。 FCAW(フラックス入りアーク溶接)
フラックス入りアーク溶接の短期はFCAW、それ以外の場合はFCAWです。この種の溶接は金属不活性ガスとよく関係していますが、特殊な管状ケーブルを利用するなどの特徴はフラックスで満たされています。フラックスは、それ自体で溶接池を汚染から保護するのに十分である可能性があります。そうでない場合は、フィラーの材料やその他の状況に基づいて、保護ガスを使用することもできます。

フラックス入りアーク溶接
5)。 SAW(サブマージアーク溶接)
サブマージアーク溶接の短期はSAWです。このタイプの溶接は、設計により供給できる使用可能な電極を利用します。また、石灰、シリカ、フッ化カルシウム、および酸化マンガンを含む多数の化合物で構成される、粒状の可融性フラックスの高品質カバーを利用しています。粒状フラックスのカバーは、それをシールドするための溶接領域を完全にシンクすることができます。
サブマージアーク溶接
その他の産業用溶接プロセス
工業地域で使用される他のタイプの溶接方法については、以下で説明します。
DB(拡散ボンディング)
拡散接合部品は、ある段階の間、軟化点の下の顕著な温度で一緒に押されます。
EXW(爆発圧接)
接合される爆発(爆風)溶接部品は、不安定な電荷を介して特定の角度で一緒に駆動され、衝突の摩擦から一緒に融合します。
USW(超音波溶接)
この方法は、融合が起こるのに十分な摩擦熱を拡大するために、追加に対して単一分割の水平振動を使用します。
ESW(エレクトロスラグ)&EGW(エレクトロガス)
これらの方法では、銅のシューで囲まれた溶接金属の溶融プールが、重いプレート内で垂直バット接続を構築するために使用されます。
したがって、これはすべてについてです 溶接条件の種類 、これは、熱や圧力などの適切なアプリケーションによって2つ以上のパーツを永続的に結合するために使用される1種類の方法です。多くの場合、合体を容易にするためにフィラー材料を含めることができます。溶接法は主に金属部品とその合金に使用されます。ここにあなたへの質問があります、溶接継手の種類は何ですか?