切断方法であるPAW(プラズマアーク溶接)は、1953年に「ロバートメレルゲージ」によって発見され、1957年に認められました。この手順は、薄い金属と厚い金属の両方を正確に切断できるという点で独特でした。この種の溶接は、新しい金属上に硬質金属をスプレーカバーするのにも適しています。この溶接プロセスは、溶接業界で 優れた制御 マイナー電流範囲でのアーク溶接法に向けて。現在、プラズマには独自の利点があり、ミニチュアアプリケーションで価値の高い結合を生成するための優れた制御レベルと精度を生成することで業界全体で使用され、高生産供給に長寿命をもたらします。この記事では、プラズマアーク溶接とは何か、動作原理、さまざまなタイプ、機器、長所、短所、およびアプリケーションについて簡単に説明します。
プラズマアーク溶接とは?
PAW(プラズマアーク溶接)法はGTAW(ガスタングステンアーク溶接)に関連しています。この弧は 金属 だけでなく、電極。 PAWとGTAWの主な違いは、PAWでは、溶接機がトーチの本体に電極を配置できるため、PAWを保護ガスから分離できることです。
その後、プラズマはノズル全体に供給され、アークを圧縮してプラズマを高速および高温で押し出します。プラズマアーク法は、非消耗性のタングステン電極を利用しており、ボアノズル全体でプラズマを強化することでアークを形成することができます。このアーク溶接は、ガスタングステンアーク溶接技術の助けを借りて接続できるすべての金属に生産的に適用することができます。
プラズマARC使用動作原理
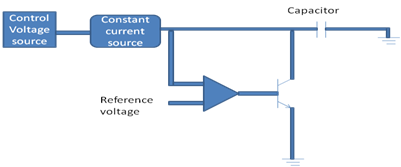
プラズマアーク溶接は、合体が発生する場所での方法です。 温度 これは、タングステン合金電極と水冷ノズルの間(転送されていないARC)、またはタングステン合金電極とジョブの間(転送されたARC)の特別なセットアップから開発されています。このタイプの巻線では、プラズマガス、シールドガス、バックパージガスの3種類のガス供給が利用されています。ノズル全体のプラズマガス供給がイオン化されます。シールドガスは外部ノズル全体に供給され、接合部を環境から保護します。バックパージガスは、主に特定の材料が使用されている場合に使用されます。

プラズマアーク溶接
プラズマアーク溶接で使用される機器
ザ・ PAWで使用される機器 以下が含まれます。
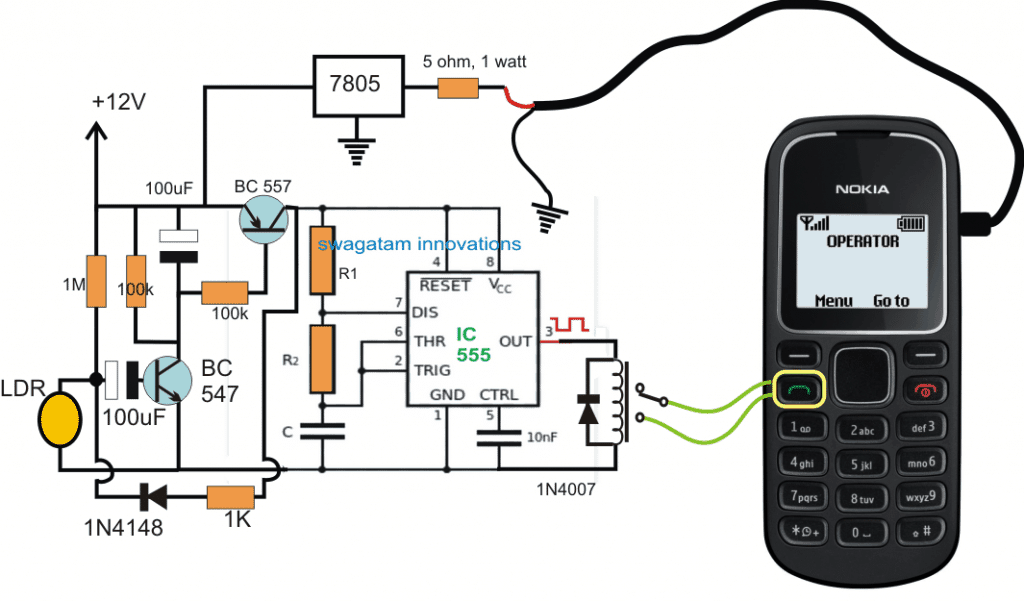
“DIY可変DC電源 ”
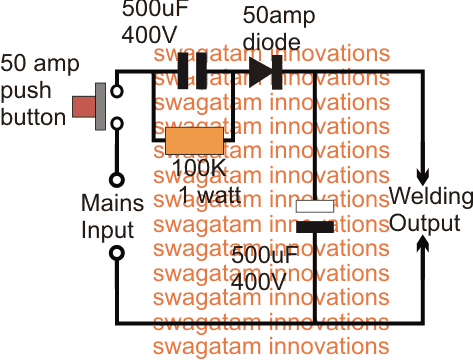
- ザ・ 電源 PAWで使用されるのはDC電源であり、このタイプの溶接に適した電圧は70ボルト以上です。
- 一般的な溶接パラメータは、電圧、電流、およびガス流量です。これらのパラメータ値は、電流が500A、電圧が30V〜250V、切断速度が0.1〜7.5 m / min、プレートの厚さが最大200mm、必要な電力が2KW〜200KW、材料除去速度は150cm3 / min、プラズマ速度は500m / secです。
- アーク点火には、電流制限抵抗と高周波発生器が使用されます。
- プラズマトーチには、電極と水冷装置が含まれており、これらは、溶接中に発生する極端な熱によってノズルと電極の寿命が溶解するのを防ぐために使用されます。
- ビードの下の溶融金属による大気汚染を防ぐために、器具が必要です。
- アーク領域を大気から保護するためにシールドガスが使用されます
プラズマアーク溶接タイプ
プラズマアーク溶接は、次の2種類に分類されます。

プラズマアーク溶接の種類
1)転送されたPAW
転送されたPAW法は、直流DC電流を使用します。そして、この方法では、タングステン電極を–ve端子に接続し、金属を+ ve端子に接続することができます。アークは、タングステン電極と作業部分の間で生成されます。この種の方法では、アークとプラズマの両方が作業部分に向かって移動し、これにより方法の加熱能力が向上します。このタイプのPAWは、ソリッドシートの接合に使用できます。
2)転送されていないPAW
直接極性を使用した非転送PAW法 DC電流 。この方法では、タングステン電極を–veに接続し、ノズルを+ ve極に接続できます。アークは、トーチ内のノズルとタングステン電極の間に発生し、トーチ内のガスのイオン化を促進します。そして、トーチはさらなる手順のためにイオン化されたガスを転送します。このタイプのPAWは、薄いシートの接合に使用できます。
PAWの利点
PAWの利点は主に次のとおりです。
- 消費電力 低い
- 溶接速度が速いので、厚くて硬いワークを簡単に接合できます。
- 浸透率と強いアークが高いです。
- それは少しのアンペア数で機能することができます。
- 円弧の配置は、工具間の距離やワークピースの影響を受けません。
- この方法を使用することにより、より安定したアークを生成することができます。
PAWのデメリット
PAWの欠点は、主に次のとおりです。
- プロセスはうるさいです。
- 設備費が高い。
- 高度な専門知識が必要です。
- 放射線はもっと多いです。
PAWのアプリケーション
PAWのアプリケーションには、主に次のものが含まれます。
- PAWは、航空宇宙や海洋などの業界で使用できます。
- PAWはステンレス管とパイプを結合するために使用されます
- このタイプの溶接は、主に電子産業に適用できます。
- PAWは主に、工具、金型、金型の固定に使用されます。
- PAWは、タービンブレードのコーティングまたは溶接に使用されます。
したがって、これはすべてについてです プラズマアーク溶接 。上記の情報から、プラズマアーク溶接法は、自動手動アプリケーションだけでなく、大量のストリップメタル溶接から医療機器の精密溶接、ジェットエンジンブレードの自動改修までのさまざまな操作にも同様に適していると結論付けることができます。物理的なキッチン機器の溶接に。ここにあなたへの質問があります、プラズマアーク溶接の特徴は何ですか?